Usuli
Toleo jipya la UL 1642 lilitolewa. Njia mbadala ya majaribio ya athari nzito huongezwa kwa seli za pochi. Mahitaji mahususi ni: Kwa kisanduku chenye ujazo wa zaidi ya 300 mAh, iwapo majaribio mazito ya athari hayakupitishwa, yanaweza kufanyiwa majaribio ya Kifungu cha 14A cha kutoa fimbo ya duara.
Seli ya pochi haina kisanduku kigumu, ambayo mara nyingi husababisha kupasuka kwa seli, kuvunjika kwa mgongano, uchafu unaoruka nje na uharibifu mwingine mkubwa unaosababishwa na kushindwa katika jaribio la athari kubwa, na hufanya isiweze kutambua mzunguko mfupi wa ndani unaosababishwa na kasoro ya muundo au kasoro ya mchakato. . Kwa mtihani wa kuponda fimbo ya pande zote, kasoro zinazowezekana kwenye seli zinaweza kugunduliwa bila kuharibu muundo wa seli. Marekebisho yalifanywa kwa kuzingatia hali hii.
Mtiririko wa majaribio
- Sampuli imechajiwa kikamilifu kama inavyopendekezwa na mtengenezaji
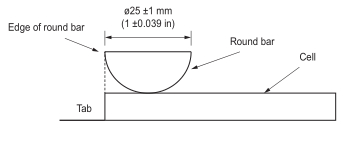
- Weka sampuli kwenye uso wa gorofa. Weka fimbo ya chuma ya pande zote na kipenyo cha 25±1mm juu ya sampuli. Ukingo wa fimbo unapaswa kuunganishwa na makali ya juu ya seli, na mhimili wa wima perpendicular kwa tab (FIG. 1). Urefu wa fimbo unapaswa kuwa angalau 5mm pana kuliko kila makali ya sampuli ya majaribio. Kwa seli zilizo na vichupo chanya na hasi kwenye pande tofauti, kila upande wa kichupo unahitaji kujaribiwa. Kila upande wa kichupo unapaswa kujaribiwa kwenye sampuli tofauti.
- Kipimo cha unene (uvumilivu±0.1mm) kwa seli itatekelezwa kabla ya kujaribiwa kwa mujibu wa Kiambatisho A cha IEC 61960-3 (Seli za pili na betri zilizo na alkali au elektroliti zingine zisizo na asidi - Seli na betri zinazoweza kubebeka za lithiamu - Sehemu ya 3: Lithiamu ya pili ya prismatic na silinda seli na betri)
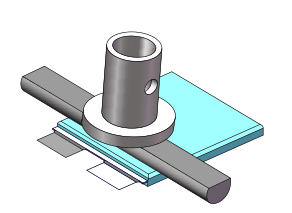
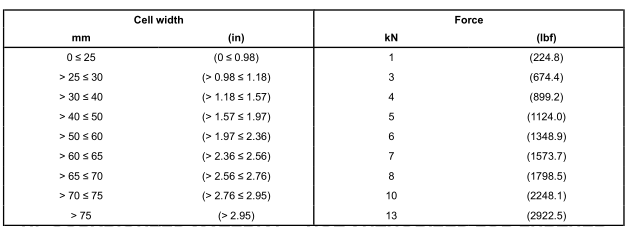
- Kisha itapunguza shinikizo inatumika kwenye fimbo pande zote na makazi yao katika mwelekeo wima ni kumbukumbu (FIG. 2). Kasi ya kusonga ya sahani ya kushinikiza haipaswi kuwa kubwa kuliko 0.1mm / s. Wakati deformation ya seli inafikia 13±1% ya unene wa seli, au shinikizo hufikia nguvu iliyoonyeshwa kwenye Jedwali 1 (unene wa seli tofauti unalingana na maadili tofauti ya nguvu), simamisha uhamishaji wa sahani na ushikilie kwa 30s. Mtihani unaisha.
- Hakuna moto au mlipuko wa sampuli.
Uchambuzi wa majaribio
- Uteuzi wa nafasi ya kuzidisha: eneo la kichupo cha nguzo kwa ujumla ni eneo dhaifu la kisanduku cha mfuko, na nafasi ya kichupo hubeba mkazo mkubwa zaidi inapobanwa. Sababu ni:
a) Usambazaji wa unene usio na usawa (unene usio na usawa kati ya kichupo cha nguzo na dutu inayotumika inayozunguka husababisha usambazaji usio sawa wa mafadhaiko)
b) Alama za kulehemu kwenye eneo la kichupo (usambazaji wa mkazo kwenye sehemu ya kulehemu na sehemu isiyo ya weld)
- Uchaguzi wa fimbo ya pande zote: Kipenyo cha fimbo ya pande zote ni 25mm. Thamani hii imechaguliwa ili kufunika eneo lote la kichupo cha nguzo kwenye seli (haswa eneo linalofunika kiunga cha solder ya kichupo cha pole).
- 13±1% deformation: Kwa sasa, unene wa seli nyembamba zaidi kwenye soko ni 2mm. Kutokana na ushawishi wa utepe wa betri au mchakato wa ufungashaji, angalau utofauti wa aina ya 8% unahitajika kwa mgandamizo wa sehemu ya kuunganisha kichupo cha nguzo, lakini itasababisha moja kwa moja kupasuka kwa elektrodi ikiwa utofauti wa aina ni mkubwa sana. Thamani ya 13±1% ilichaguliwa katika marekebisho haya, akimaanisha kutofautiana kwa kati 15% katika mtihani wa extrusion katika IEC 62660-3.
- Uteuzi wa sampuli: Ikumbukwe kwamba jaribio hili ni la seli za pochi pekee ambazo uwezo wake ni zaidi ya 300mAh na ambazo hazijaguswa na vitu vizito. Sampuli 5 zinahitajika. Seli za silinda au prismatiki na seli za pochi zilizopigwa na vitu vizito't muhimu kuzingatiwa kwa mtihani huu.
Muhtasari
Jaribio jipya la kutolea fimbo ya pande zote ni tofauti na jaribio la awali la extrusion la UL 1642. Jaribio la awali la extrusion ni kutumia extrusion gorofa, na kutumia nguvu ya 13kN mara kwa mara bila kushikilia muda. Inatumika kwa aina zote za seli. Jaribio hili linachunguza nguvu za mitambo ya seli kwa ujumla (ikiwa ni pamoja na kesi) na uwezo wake wa kuhimili matatizo ya mitambo; wakati extrusion ya fimbo ya pande zote inajaribu tu sehemu ya seli, eneo ndogo la indenter litafanya mkazo wa ndani kujilimbikizia, rahisi kuongoza kwa mzunguko mfupi wa ndani. Hasa, nafasi ya extrusion huchaguliwa katika eneo dhaifu la kulehemu kichupo cha pole, ambayo inaweza kuchunguza vizuri utendaji wa usalama wa seli.
Kwa sasa, njia hii ya fimbo ya pande zote pia hutumiwa katika jaribio la extrusion la seli ya pochi katika GB 31241. MCM ina uzoefu wa kupima tajiri katika operesheni hii.

Muda wa kutuma: Nov-16-2022